1. Unique hoist design provides better safety, reliability and maintainability compared to competitor hoists
- Unlike other hoists the hoist brake acts on a gearbox shaft rather than on the hoist motor shaft .
- As a result the safety level is higher because the hoist brake holds the load even if the hoist motor is removed or if the hoist motor coupling, motor connection or motor shaft fail.
- Lower operating temperature in the hoist motor because heat generated by the hoist brake does not soak into the host motor.
- Greatly improved hoist brake accessibility.
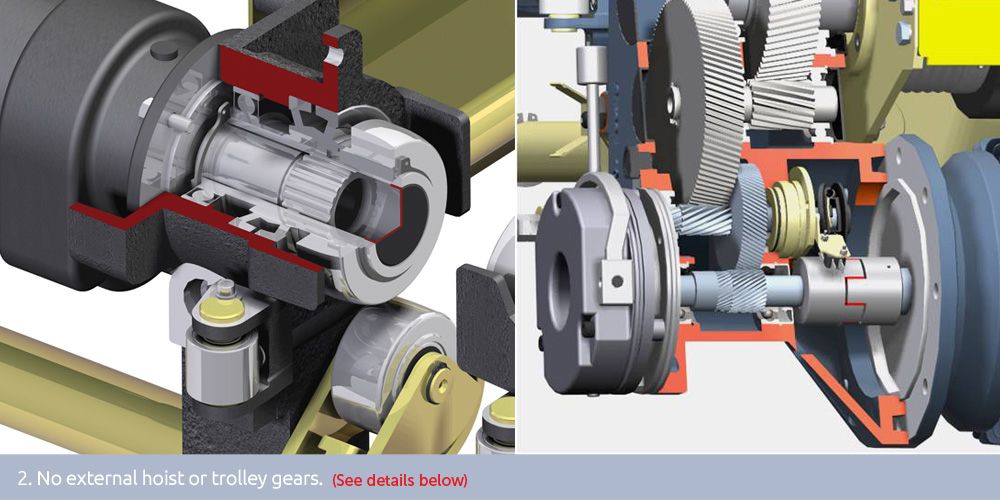
2. No external hoists or trolley gears
- Longer gear life compared to hoists with external gears.
- Significantly reduced risk of hoist gear lubrication failure.
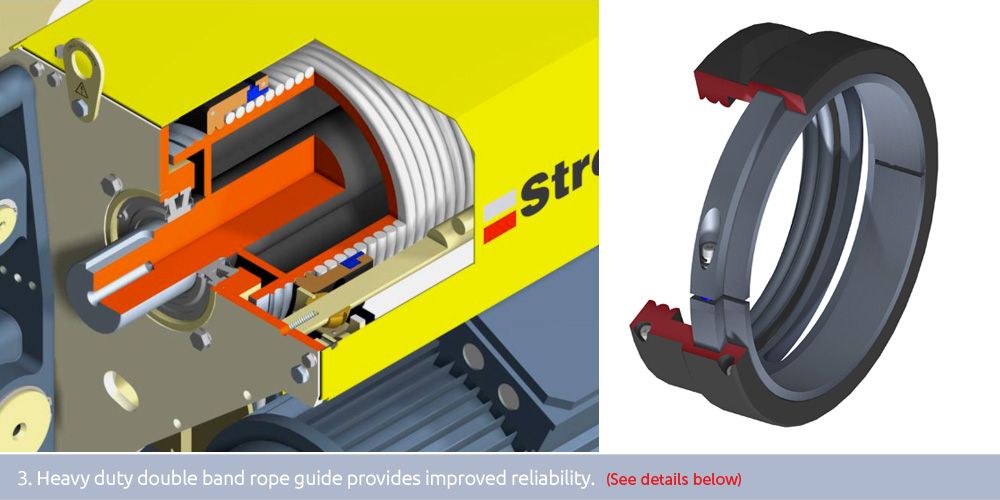
3. Heavy duty double band rope guide provides improved reliability
- Inner band holds the rope tight to the drum to prevent rope back up and damage if the operator causes ‘slack rope.’ (The biggest cause of rope guide failure on competitor hoists).
- Outer band guides the rope perfectly into the drum groove.
4. Patented safe load cut-out device prevents over loading
- This mechanical device is situated in the hoist gearbox torque arm and therefore measures all the load the hoist mechanism is transmitting (not just the load in one or two ropes).
- Cuts power to the hoist motor if the operator attempts to overload the hoist.
- Cut-out point is accurate and repeatable.
5. Long life guide rollers on single beam trolley eliminate wheel flange wear
- Guide rollers remove the need for wheel flanges which are a big wear item on competitor hoists.
- Crane beam flange wear is also eliminated.
- The use of guide rollers and flangeless wheels also reduces rolling resistance and improves trolley control and stability.
WHY BUY A PHD CRANE?
CONTACT
1-800-394-9018
info@producthandling.com
10 good reasons to buy a PHD ZX type crane





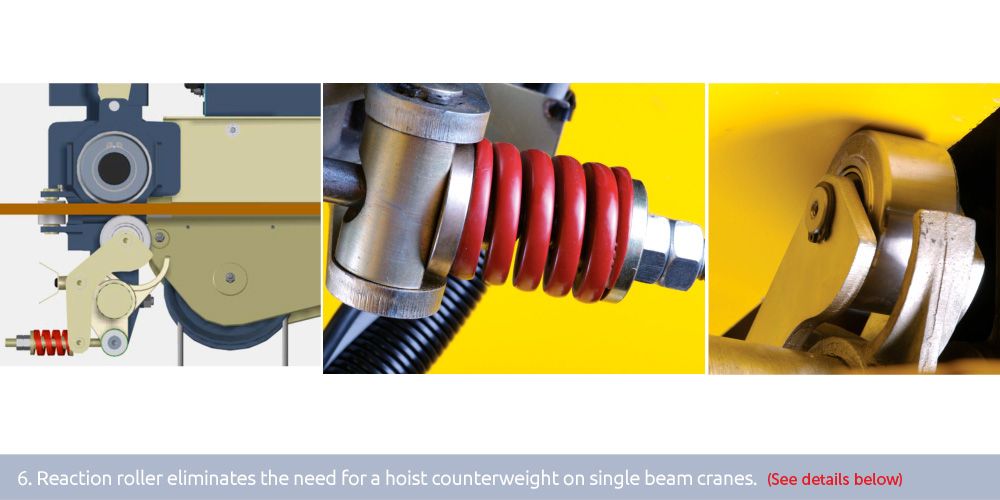
6. Reaction roller eliminates the need for a hoist counterweight on single beam cranes
- Reduces hoist and crane weight.
- Improves traction and control.
7. Advanced control systems
- Two speed motor drive with soft starting inertia flywheels plus auto-timer timer control through slow to fast which gives extremely fine control without the use of electronics.
- Or a sensorless current vector control system with LED status diagnostics, condition monitoring and removable memory board. Speeds, acceleration and deceleration are fully programmable.
8. Heavy duty motor
- External motor to optimize cooling and maximize availability.
- Class F insulation with NEMA 3R protection.
- Overheating protection in the hoist motor.
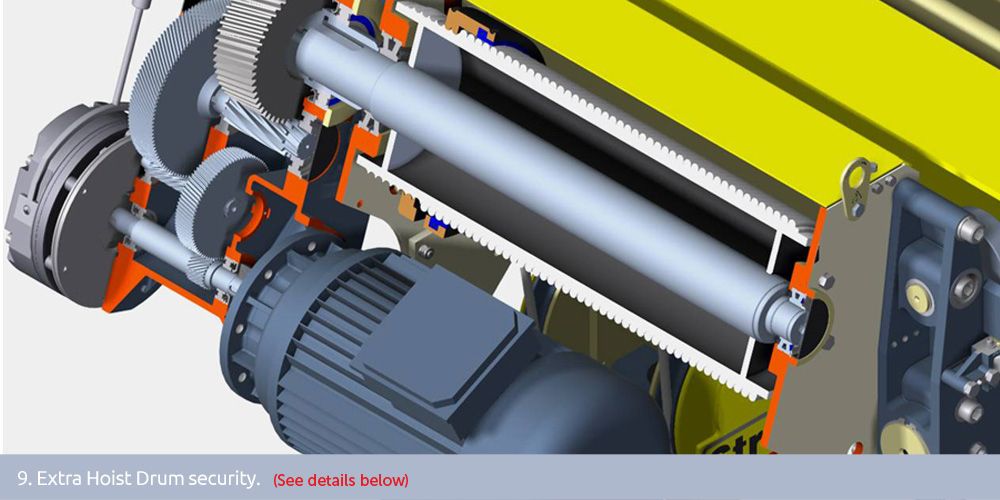
9. Extra hoist drum security
- Continuous shaft through the hoist drum for extra safety.
- Drum retention flanges to ensure the drum cannot fall even if the shaft fails.
- Self aligning bearings at each end of the hoist drum to accommodate deflection.
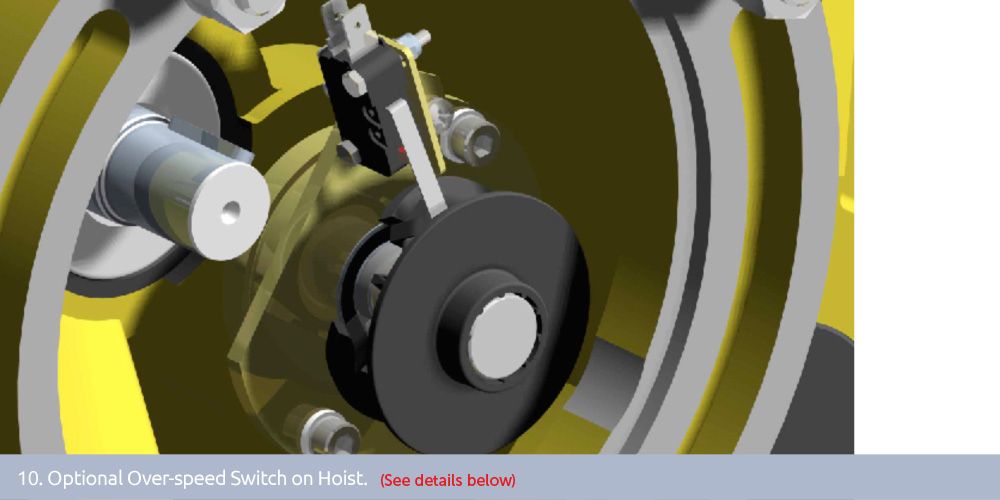
10. Optional Over-speed Switch on Hoist
- A mechanical centrifugal over-speed switch on the 2nd reduction shaft of the hoist gearbox.
- Cuts power to the hoist motor if the gearbox shaft is running more than 10% over speed.



PRODUCTS
We invite you to compare our crane technology with any on the globe